
Översikt
CNC-verktygsmaskin är den integrerade tillämpningen av mekanisk, elektrisk, hydraulisk, pneumatisk, mikroelektronik och informations- och andra teknologier som en av de elektromekaniska integrationsprodukterna, i den mekaniska tillverkningsutrustningen med flexibel, universell, hög precision, hög- effektivitet "flexibel" automatisk produktionsutrustning, den kommer att bearbeta de olika operationerna och stegen som krävs och formen och storleken på arbetsstycket, med digital kod, Genom styrmediet till den numeriska styrenheten, den numeriska styrenheten till inmatningsinformationen bearbetning och beräkning, kommandostyrning av verktygsmaskinsystem och drivkomponenter, automatisk bearbetning av önskat arbetsstycke. Den tekniska nivån på CNC-verktygsmaskiner och dess andel av produktionen och det totala ägandet av verktygsmaskiner för skärande metall är en av de viktiga indikatorerna för att mäta den övergripande nivån på nationell ekonomisk utveckling och industriell tillverkning i ett land. Under de senaste åren har andelen CNC-verktygsmaskiner i kinesiska företag ökat år för år, och det har använts mer i stora och medelstora företag, och det används också i allmänhet i små och medelstora företag och till och med enskilda företag.
CNClathe processkrav
- När arbetsstycket bearbetas med CNC-svarv är matningsmängden stor, bearbetningshastigheten är låg och bearbetningsprocessen har slagbelastning på grund av arbetsstyckets ojämna yta.
- Svarvbearbetning, inmatningsmängden är liten, för att säkerställa bearbetningseffektivitet är bearbetningshastigheten hög.
- Spindelmotorn måste ha låg hastighet och högt vridmoment, och är stabil och kan köras med hög hastighet.
- Att ta emot analoga signaler kräver hög linjäritet och låg belastningsstörning.
- Motorljudet är litet och störningen på systemautomationsutrustningen är liten. Hastighet upp och hastighet ner så lite som möjligt.
Fördelar med produkter i CNClathe KD600-serien
Kd600-seriens högpresterande vektorväxelriktare använder avancerad flödeskontrollteknik, motorns vridmoment vid låg hastighet är stort, hastighetsnoggrannheten är hög, priset är rimligt, funktionen är komplett, med momentan strömavbrottsbearbetning och hastighetsspårning och start igen-funktion , för att säkerställa att systemet för att uppnå kontinuerlig drift mekanism, för att säkerställa att motorn körs på högsta verkningsgrad tillstånd, därför, att använda KD600-serien högpresterande vektor inverter istället för spindel AC servosystem är det bästa valet för verktygsmaskiner industrin. KD600-seriens inverterare har följande funktioner:
- Unik svag magnetisk styrteknik: kan vara en bra kontroll av lågfrekvent motor med stort vridmoment, kan köras i 0 ~ 600Hz.
- Faststabil stopphastighet: stoppteknik för magnetisk flödesretardation kan få motorn att sakta ner och stanna på kortare tid.
- Hastighetsnoggrannhet och stabilitet: linjäriteten för hastighetsinställningen är bra, noggrannheten för hastighetsstabiliteten är hög och hastighetsfluktuationen är inom 5/1000 när belastningen ändras.
- Utmärkt lågfrekvent prestanda: Optimerad PG-fri vektorkontrollalgoritm, lågfrekvent 1Hz upp till 150 % nominellt vridmomentutgång, för att säkerställa stark skärkraft under ämnesbearbetning.
- Tillhandahåll flera frekvensingångslägen: 2 spänningskällor 0 ~ 10V eller -10V till +10V ingång, 1 strömkälla 4~20mA eller 0~20mA ingång.
- Brett utbud av nätspänningstillämpningar: Avancerad strömförsörjningsdesign kan appliceras på en mängd olika nätmiljöer.
- Utsökt produktionsprocess: anta en unik beläggningsförtjockningsprocess, luftkanalen är helt isolerad från det interna PCB:n och har stark anpassningsförmåga till den hårda fysiska miljön som metalldamm, frätande gas och fuktighet.
- Inbyggd läckageabsorptionskrets minskar kraftigt den elektriska stöten på människokroppen när utrustningshuset laddas.
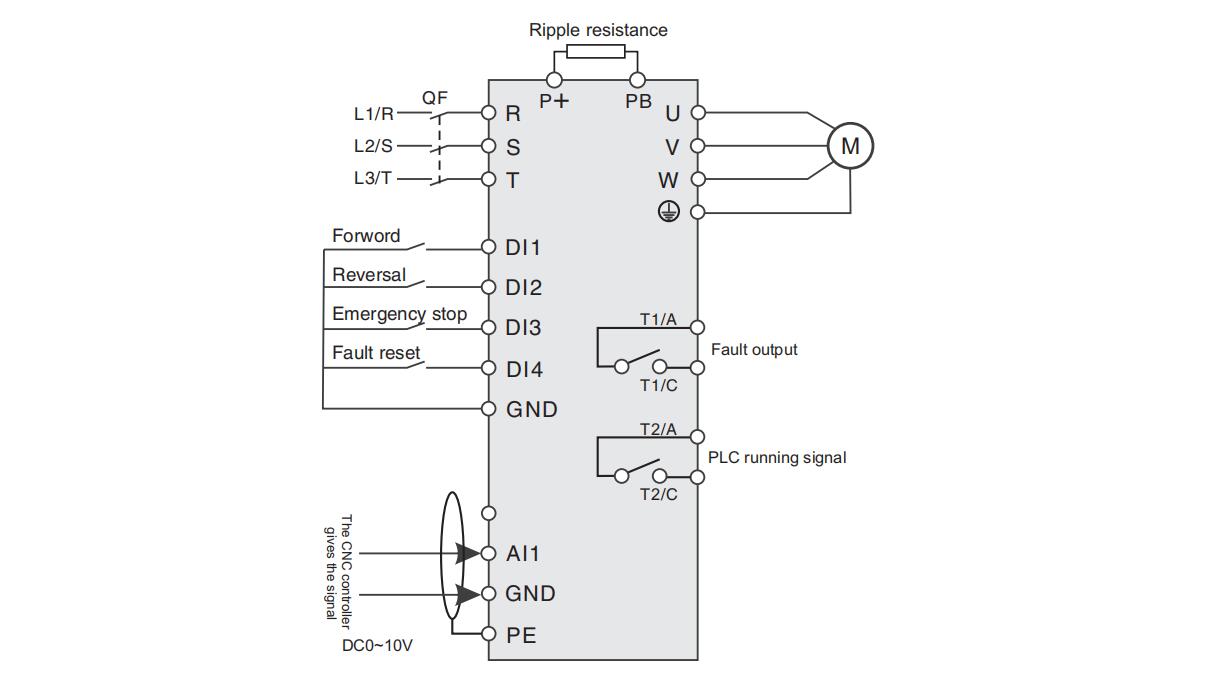
Grundläggande kopplingsschema
Parameterinställningar och beskrivning
| Parameterinställning | Instruktioner | Parameterinställning | Instruktioner |
| P0-03=1 | Inget PG vektorläge | P4-01=11KW | Motorns nominella effekt |
| P0-04=1 | Den externa terminalen startar eller stoppar | P4-02=380V | Motorns märkspänning |
| P0-06=2 | Den analoga kvantiteten AI1 anges | P4-04=22,6A | Motorns märkström |
| P0-14=150 | Maximal utfrekvens | P4-05=50Hz | Motorns nominella frekvens |
| P0-16=150 | Övre driftfrekvensgräns | P1-06=1435 RPM | Nominell motorhastighet |
| P0-23=1,0 | Accelerationstid | P6-00=2 | Felutgång |
| PO-24=0,8 | Retardationstid | P6-02=1 | Frekvensomvandlare i drift |
| P5-00=1 | Framåt löpning | P5-01=2 | Inverterad körning |
| P4-01~P4-06 motorparametrar vänligen ange noggrant | |||
Felsökningsresultat
Det har bevisats att KD600-seriens högpresterande vektorfrekvensomvandlare fullt ut kan uppfylla kraven för maskinspindelstyrning. KD600 antar det ledande PG-fria vektorstyrningsläget, som smidigt kan mata ut 150 % vridmoment även under drift med låg hastighet (låg frekvens) för att möta bearbetningsbehoven för olika delar, och kan helt ersätta den traditionella rullningslagerspindelstrukturen och denna spindel strukturen är enkel, kompakt och kan uppnå verklig steglös hastighetsreglering. Hastigheten på denna spindel styrs av en extern analog signal för att styra utfrekvensen i olika bearbetningsprocesser (t.ex. grovbearbetning, finbearbetning, etc.) behöver olika hastigheter, vid denna tidpunkt kan det numeriska styrsystemet mata ut olika analoga spänningssignaler till växelriktare för att uppnå olika hastighet, och start- och stoppsignalen styrs också av det numeriska styrsystemet, vilket förbättrar graden av automatisering och förlänger verktygets livslängd.

Posttid: 2023-nov-17